実績紹介
全28件中 1〜10件目を表示
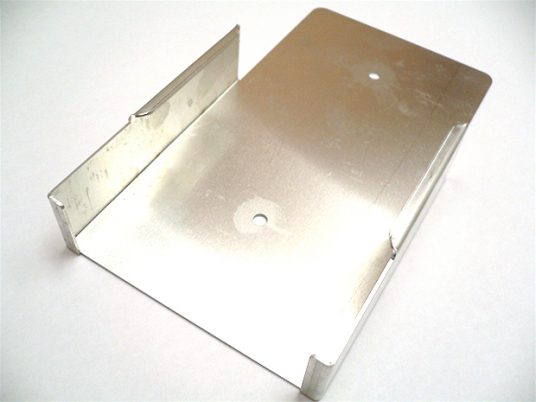
精密板金加工・その他加工




素材
A5052
サイズ
2t×100×200
ロット
100
製造期間
10日間
お客様地域
大阪
お客様業種
産業機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
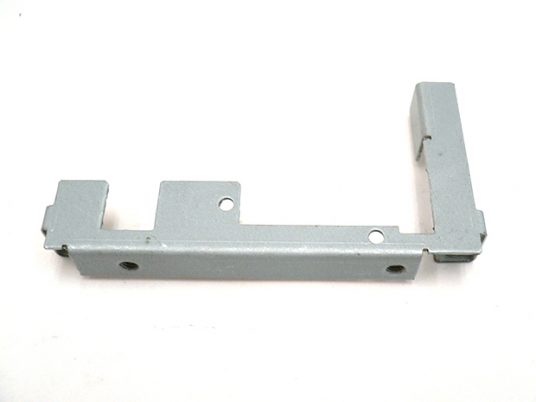
精密板金加工・その他加工



素材
A5052
サイズ
1t×150×250
ロット
50
製造期間
7日間
お客様地域
大阪
お客様業種
産業機器
-
パンチング加工
-
レーザー加工
-
曲げ加工
PRポイント
樹脂BOXとの寸法合わせで勘合に注意して製作しました。内側部バリ・カエリを特に注意(相手物へのキズ防止)
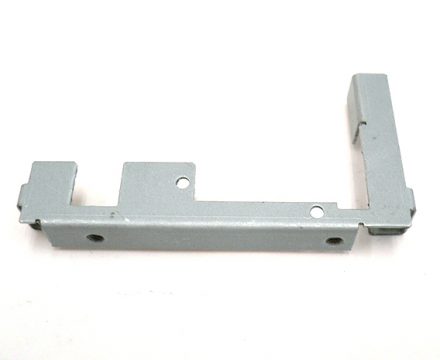
精密板金加工・その他加工




素材
SECC-K2
サイズ
0.8t×60×80×20h
ロット
100
製造期間
10日間
お客様地域
東京
お客様業種
設備機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
絞り加工
-
曲げ加工
精密板金加工・その他加工


素材
SECC-K2
サイズ
0.8t×40×60×10h
ロット
100
製造期間
10日間
お客様地域
東京
お客様業種
設備機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
PRポイント
曲げ加工時のφ2.2・φ3.2のバーリングの加工のつぶれに注意し、曲げ時の垂直度、及び上下の平行度が出るように仕上げました。
精密板金加工・その他加工




素材
SPCC
サイズ
3.2t×20×30×52h
ロット
300
製造期間
12日間
お客様地域
大阪
お客様業種
産業機器
表面処理
メッキ
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
-
表面処理加工
PRポイント
曲げ角度(垂直度)に注意し、4ヶ所共フラットを出し、組立時のガタ出ない様にしました。
精密板金加工
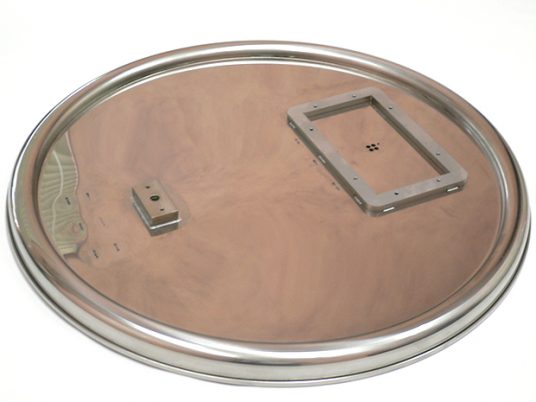



素材
SUS304
サイズ
3.2t×20×30×52h
ロット
1ヶ
製造期間
10日間
お客様地域
大阪
お客様業種
産業機械
-
レーザー加工
-
溶接
PRポイント
ステンレスの既製品φ500×600Lに穴を明け丸ナットを溶接し、蓋はレーザーで治具を作り溶接の位置を出しました。
旋盤加工・その他加工




素材
SUS304
サイズ
9角×400×600
ロット
10台
製造期間
14日間
お客様地域
大阪
お客様業種
産業機器
-
汎用旋盤加工
-
NCボール盤加工
-
組立
-
溶接
PRポイント
隙間の少ない所の、商品移動用特注ローラーです。1cmの隙間で使えるローラー台車を作りたいと相談があり製作しました。
旋盤加工・その他加工




素材
A2011
サイズ
φ15×50L
ロット
5,000ヶ
製造期間
90日間
お客様地域
大阪
お客様業種
福祉用具
-
NC旋盤加工
-
ロールピン打込
-
プレス
-
組立
PRポイント
ひとひねりでパイプとパイプを連結できるアタッチメントを開発しました。パチットネジは杖、ステッキにも活躍しています。
旋盤加工・その他加工




素材
AC4A
サイズ
φ49×129L
ロット
100ヶ
製造期間
30日間
お客様地域
東京
お客様業種
医療機器
-
木型
-
鋳造
-
NC旋盤加工
PRポイント
小ロットで同心度の精度が要求され、削り出しで検討しましたが、コスト面でアルミ鋳物に決定、木型を作って完成品にしました。
マシニング加工・その他加工




素材
A2017
サイズ
10t×150×600
ロット
30ヶ
製造期間
30日間
お客様地域
東京
お客様業種
産業機器
表面処理
アルマイト
-
マシニング加工
-
バフ研磨
-
表面処理加工
-
シルク印刷
-
組立
PRポイント
オーディオの天板、スイッチ、ボタンなどユニットの加工一式です。化粧面は切削目を綺麗に出し、加工後はヘアーライン目を付けアルマイトの色を見本に合わせ完成です。
取付部の平行度に注意し、曲げ加工をしている部分の4ヶ所共フラットを出し、組立時のガタ出ない様にしました。