NC旋盤加工のプログラミングと自動運転
NC機械の最大の特徴は、自動運転が可能なことです。
これにより一人の作業員が複数の工程を行うことを可能とし、現在日本での旋盤加工は90%以上がNC機械により加工されています。
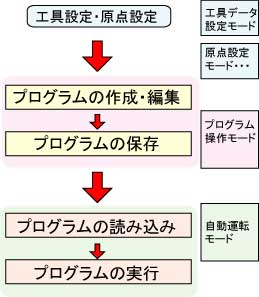
さてその大まかな流れとしては、プログラム作成モードで、プログラムを作成あるいは編集し、保存します。
その後、自動運転モードにして、プログラムを読み込み、実行させるという流れになります。
NC旋盤加工 プログラム集 ~その5~
球面切削プログラム(G02)
球面切削プログラム(G02)は、円柱外面を球面状に削るプログラムです。はじめに、バイトが干渉しないように円柱形状を仕上げておき、その角の座標(XS, ZS)から,少しづつ切削半径を大きくしていきながら、設定した寸法に仕上げていきます。
あらかじめ、角の座標(XS, ZS)を正確に把握しておく必要があります。
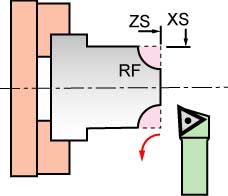
XS:X軸の開始位置(逃がしがないので正確に)
ZS:Z軸の開始位置(逃がしがないので正確に)
RF:仕上がりの球面半径
【注意】終了時の座標が材料やチャックに干渉しないように!
プログラム詳細 G02.MIN
- N001 XS=50
- N002 ZS=40
- N004 RF=10
- N005 XF=XS-RF
- N006 XF=XF-RF
- N007 G00 X190 Z250
- N008 T0303
- N009 M42S500
- N010 M03
- N011 M08
- N020 G00 X XS+2 Z ZS+2
- N021 G01 X XS Z ZS F0.2
- N022 XP=XS-0.1
- N023 G00 X XP+1
- N024 G01 X XP
- N025 RR=XS-XP
- N026 RR=RR/2
- N036 G02 X XS Z ZS-RR I RR
- N037 G00 Z ZS
- N038 XP=XP-0.4
- N039 IF [XP LE XF+0.1] N050
- N040 GOTO N023
- N050 S600
- N051 G00 Z ZS
- N052 G00 X XF+1
- N053 G01 X XF F0.03
- N056 G02 X XS Z ZS-RF I RF
- N060 G00 Z ZS
- N061 S400
- N090 M09
- N091 M05
- N092 G00 X190 Z 250
- N093 M02
N005~N006:終了時の寸法(X軸)を計算しています。
N007~N011:工具設定,ギヤ設定,主軸回転、切削油
N020~N040:徐々に切削半径を大きくしながら、荒加工をしています。N021のFの値で送り速度を設定し、N038の数値で切り込み量を設定しています。
N050~N060:仕上げ加工をしています。N053のFの値で送り速度を設定しています。
N061~N093:終了の処理をしています。